I've never seen anyone form sheet metal using 3D printed tooling so I thought I would give it a try. It worked surprisingly well. I've detailed the process I took to design and get the forming (mostly) working in the video. The end goal of this project was a replacement blade guard for a sawzall. I took this approach as an experiment though in general since I don't need 100 of these it certainly isn't the most efficient approach given the total amount of work and low cost of the sawzall. That said if you do need 100+ of something this technique could be amazingly cheap and efficient.

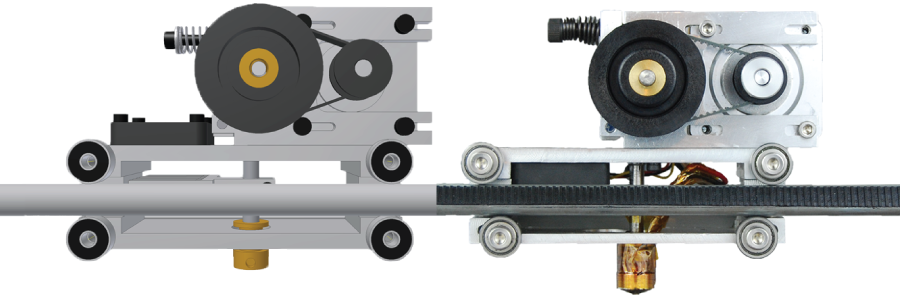
Everyone loves 3D printing because you can make almost any arbitrary shape that you want with very little effort. This is mostly true, but when you want to make functional parts sometimes the answer is to not make it fully 3D printed. This has been my experience trying to make 3D printed timing belt pulleys. My original design was fully 3D printed which sort of worked but had a fatally annoying issue of loosening up every few days, usually at the most inconvenient time possible.
The company I work at has an annual hackathon where teams come together to build all kinds of crazy stuff over 3 days. The team I work with seized the opportunity to build a 3D printer that really doesn’t have any reason to exist. It prints parts out of 3/4” wood sheets and the results are pretty cool.
The vision was simple: We want a giant wooden benchy and we want it now. For those who don’t know, a benchy is an informal test p...
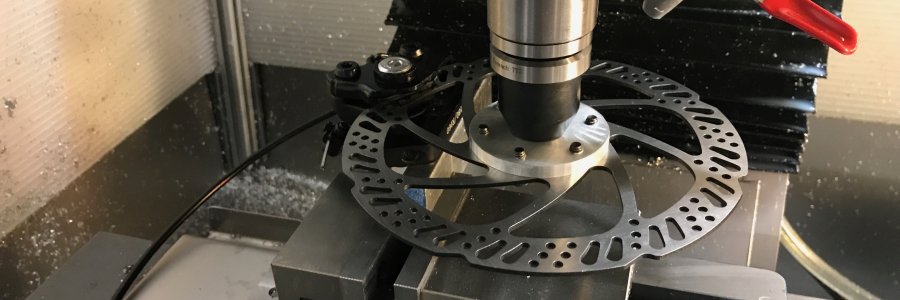
My CNC mill is tiny. It is not very stiff, it can't spin tools very fast, and the spindle motor is a paltry 500W (~0.6HP). It's certainly fun, but these shortcomings become major limiters whenever I try to push the limits and remove a lot of material fast. My quest to probe the limits of what my mill can do has made it clear that I really need to know the relationship of actual mechanical power at the tool vs. RPMs vs. torque. RIP broken endmills...

MPGs, sometimes called "jog wheels" or "pendants" are a user interface to CNC machines which makes it easier to precisely control. MPG is short for "manual pulse generator" since it allows you to manually generate motor move pulses. I've wanted one ever since I took the knobs off my mill to convert it to CNC. With an MPG you can operate the CNC machine in a very similar way to a manual mill - simply by turning a knob to "directly" move an axis. T...

My goal is to make a CNC mill that is as autonomous as possible. Ideally spitting out parts for me without having to touch it (unlikely). One challenge on the road to that goal is for the mill to be able to automatically switch tools for different types of cutting operations. Before I can even consider building an automatic tool changer I need for my mill to be able to selectively grab and release tools which is a project unto itself. I'll get in...

I've been converting my small X2-style manual mill into a full featured CNC machine. There's quite a few interesting things I hope to share related to that build, including plans, but for now I'm going to warm up with a small recent addition to the project of a flood coolant spray ring. Before we get too deep into things, understand that a lot of these features don't make a lot of sense on such a small machine. Unless you're like me and trying to...

This is a laser cut platform which allows you to mount your kindle on your bike handlebars. This is not as stupid as it sounds! If like me you spend coundless hours riding a bike indoors on a stationary trainer you need as many ways as possible to pass the time. It is designed for a kindle paperwhite, though it also works with the standard kindle.

If you really want to be at a company you can do so much better than a resume.
A few years ago I saw an early stage startup that I knew I had to be a part of. The only problem was that it was 900 miles away and I had no connection to them. The startup was Formlabs. At the time they had 10 employees, and like most startups reduced risk by hiring people they knew. They were also situated equidistant between MIT and Harvard so there was heal...
A great way to speed up the design process is to have a way to quickly make prototypes of objects to see how they look/feel/behave physically. This is especially true when designing something to be ergonomic. Always wanting to take my design skills and resources to the next level I decided that I needed a rapid prototype machine to "print" objects from 3D models. Unfortunately rapid prototype machines are quite expensive, but it turns out there i...