
I've been converting my small X2-style manual mill into a full featured CNC machine. There's quite a few interesting things I hope to share related to that build, including plans, but for now I'm going to warm up with a small recent addition to the project of a flood coolant spray ring. Before we get too deep into things, understand that a lot of these features don't make a lot of sense on such a small machine. Unless you're like me and trying to have some fun with big mill features in a tiny apartment, save yourself some trouble and just get a bigger mill.
First things first: what is a coolant spray ring and why would anyone want one? One major issue anyone running a CNC mill will encounter is managing the chips producted while machining. They pile up quickly and can quickly destroy tools. Many people sit with a brush or air gun and continously clear the chips from the cutting area to keep things running smoothly. That works, but I didn't build a CNC machine to sit there and tend it. I want a robot to make parts for me so I can do other things. The gold standard for reliably clearing chips, as well as keeping tools cool and lubricated is flood coolant. A flood coolant system sprays a liquid into the cutting zone which is very effective at carrying chips away.
Making a flood coolant system work well is a whole system activity from making things waterproof, ensuring sure the liquid and chips flow to the right places, etc. It is a whole topic unto itself which which I hope to detail at a later date. For now we'll focus on the nozzle.
One of the common and simple flood coolant implementations is some sort of Loc-Line style hose which is manually directed towards the cutting area. This works pretty well but you'll find youself constantly re-aiming the hose to get around part geometry blocking the stream and if you leave it unattended it's very easy for the nozzle to get bumped away by the part or fixturing.

Remember the goal here is to have a robot making parts for us and we went through a lot of trouble to make a flood coolant system. Babysitting the coolant system undermines this goal and is therefore unacceptable. Fortunately this problem is well solved and we don't have to look far for a solution: a coolant spray ring.

The coolant spray ring positions nozzles all around the mill spindle which hits the cutting zone from all angles. This greatly reduces the odds of the coolant being blocked by the part. The nozzles are also high above the tool so it is difficult for them to be knocked by the part or fixturing.
In terms of fabrication the ring is a relatively simple 3D printed part. It has 1/4 NPT input and outputs which allow flexibility in the nozzle system. It's printed on a high resolution SLA printer which allows me to print the threads directly into the part. This is another great example getting a robot to do the work. The blue part is printed in a "Tough" impact resistant engineering material and the gray part is a general purpose material. Once I finalize the design I will print it in the tough material. For nozzles I am using four knockoff Loc-Line style 1/8" nozzles with a single flex joint. This is nice as each nozzle has a ball joint so I can dial in the aim.
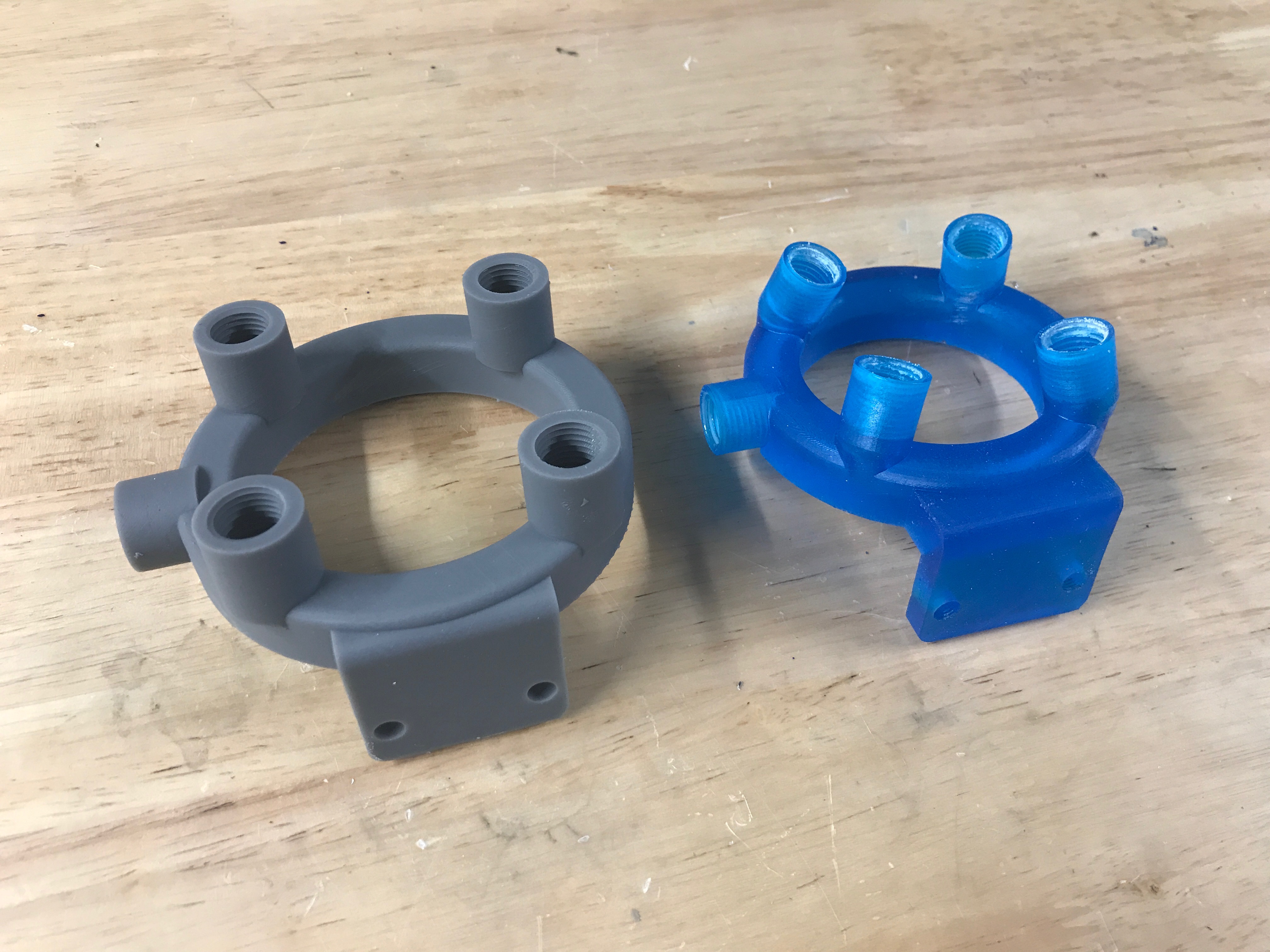
The part is designed to mount to two existing holes on the front of the mill which originally held a polycarbonate chip shield. As you can see in the part images above, this is V2 and certainly not done. I want to bring the nozzles higher up and a bit further out. I'll try to share any updates I make. In the meantime I've included the .STL file for the adventurous.